Today, blacksmith Mark Pugmarti explains how he played a role in the creation of an intricate gate, designed to help a Ukrainian blacksmith's family settle in Canada.
Bringing the Design to Life
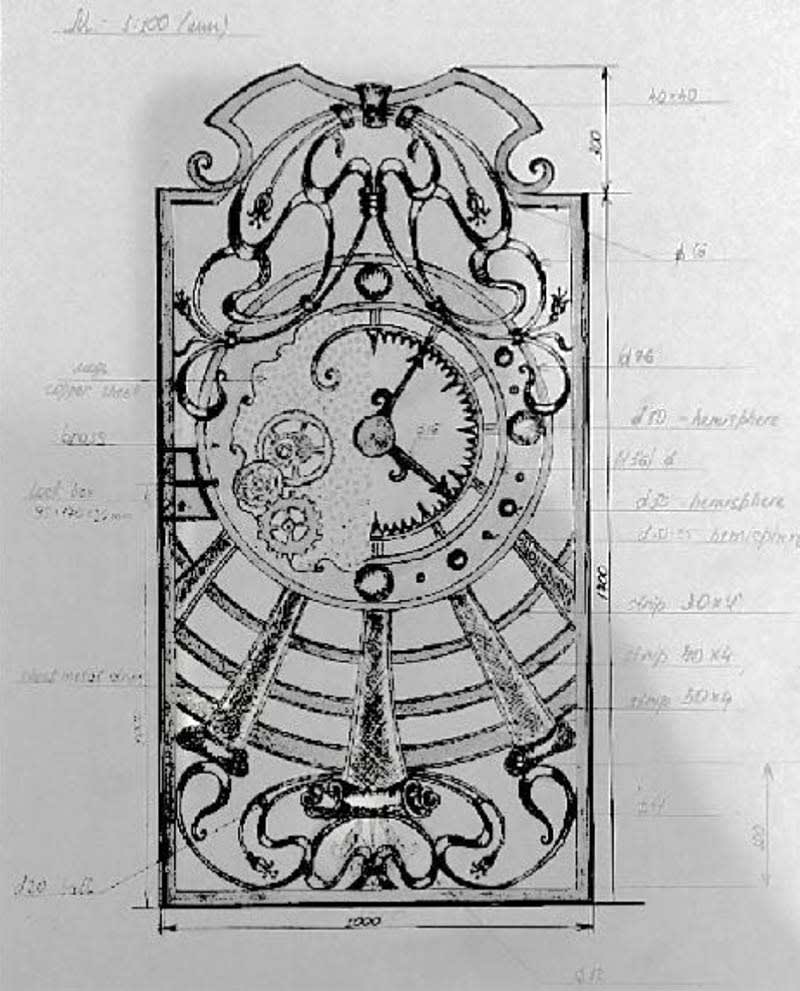
My specific contribution to the gate project was the perimeter framework. The design did not specify the joinery of the intersections and corners. Considering the beauty of the design and the significance of the project, it was a great opportunity to utilize ancient techniques.
As early as the late 19th century, metal workers would cut the metal bars to size and using an electric arc welder (metal glue gun), weld the connections and file the joint smooth. Despite the following descriptions, I am not against current welding options in any way. I personally use all the modern metalworking technologies at my disposal respectfully along with ancient metalworking technologies.
However, there is a massive difference between an electric welded connection and a connection utilizing ancient processes.

The electric weld is usually a homogenous joint that is rarely seen as anything more than a means to an end. Simply a way to connect metal elements together. By comparison, using ancient methods of metal joinery the connection does not disappear. These forged joinery options would include mortise and tenon, collaring, riveting, hot twisting, and fire/forge welding.
These methods are visually beautiful and draw your attention to their detail.
The frame is built using 1 1/2” solid steel square bar. All of the following described processes can only be achieved while the metal is at a bright yellow heat where the detail is being worked. The frame bottom two corner joints consist of what is called a heel tenon and slit and drifted hole. A forge technique called upsetting, in simple terms is compressing the metal into itself and results in a thickening of the cross-section of the bar…in both planes.
With repeated reheating of the end and hammering one plane back into itself, the thickening can be controlled to remain where you want it.
This heel now a triangular shape creates strength at the corner like a gusset effect.
From the heel a tenon is drawn out creating a shoulder to mate up with the forged mortise hole. The hole is made by striking a chisel into the hot bar end, in the center of one side, and then the other side meeting in the middle. This creates a narrow slot hole right through the bar.
The second part of the process is hammering a tool called a drift into the slot. The drift is a chisel like tool with the lead and struck ends tapered, and the middle is slightly larger than the size of the hole you want. This forces the hot metal to stretch to the desired hole size you require by pushing the metal to the sides as it is hammered through. All this is done without removing any material only redistributing it.
The heal tenon process is repeated at he opposite end of the bottom frame bar. Note: don’t forget the required inside dimensions of the gate frame must be maintained for this step (tricky).


Finally the heel tenons pass through the mortise holes and with heat applied to the tenon only, it is hammered to create a riveted head solidifying the bottom corner joints. The joint is now very strong and beautiful to look at.
If you have continued reading this far thank you. Just a bit to go now.
The other point of interest in the gate frame elements is the top arched bar with scroll details. This is a single piece of steel drawn down from 1 1/2” solid square bar to roughly 1 1/4” square bar.
These forms and transitions could be easily made by making all the individual shapes, then cutting and welding them to the angles needed, but where’s the fun in that. Marking a point in the center of the length of the bar, I determined where the first of 4 forged corners needed to end up.
Backing up a bit…a forged or upset corner is a process to push the metal to the outside of the corner area to actually create a corner looking transition.
If you try to bend a steel bar hot or cold to any angle past 0 degrees, it will have a radius at the outside of that bend. The outside is stretching molecules and the inside is compressing. So to build up the metal to have a more square (crisper) looking outside corner the metal needs to be hammered and upset into that corner. It can be achieved by hot forging any profile of solid steel in theory.
It’s a tricky technique that becomes radically harder on larger material, and even more difficult when there are more than two in a row on the same piece of steel.


This top element had four forged corners, where knowing how much material each corner will use up, and maintaining the space between each accurately, is at best an experienced guess. The shaping and drawing out for the scrolls is another layer to the challenge because it involves working out which process precedes the next. The result turned out better than expected.
The eight other smiths will be adding their contributions of the gate design.
Summarizing, there are easier ways to achieve this gate frame that at a distance would look similar to this, but by looking closer at the details it is clearly a different animal.
For me it is also about the challenge to learn and keep these forgotten skills alive.
I have come to terms with using modern conveniences in my forge when it is appropriate and does not have a negative visual impact.
However, I also choose to experience the challenges, difficulties and beautiful outcomes from utilizing ancient forging techniques as much as possible.
It is especially exciting to use these age old processes when creating new contemporary work.